
Натяжные потолки: производство и технология
Содержание статьи:
Чтобы изготавливать качественные, как на фото, натяжные потолки производство их требует наличия просторного современного цеха с хорошим освещением, в котором обеспечивается необходимый температурный режим и вентилирование. На оборудовании должен работать хорошо обученный персонал.
Особенности производства натяжных потолков
Массовое производство и установка натяжных потолков берет начало во второй половине 20 столетия. Так появилась новая отрасль, оказывающая услуги в сфере оформления и ремонта помещений. С технологической точки зрения процесс изготовления полотна для натяжного потолка достаточно сложен, для него требуется дорогостоящее оборудование для производства натяжных потолков, поскольку толщина ПВХ пленки составляет от 0,15 до 0,35 миллиметра, притом, что вес одного «квадрата» материала достигает от 180 до 320 грамм.

Поливинилхлоридное полотно выдерживает огромные нагрузки. Так квадратный метр пленки способен удержать 100 литров войны, что аналогично весу человека. Винил легко растягивается, быстро принимает свою первоначальную форму, материал этот ударопрочен. Но у ПВХ пленки имеется существенный недостаток – ее можно повредить колющими и режущими предметами.
Технология производства натяжных полотен
Производство пленки для натяжных потолков представляет собой химический процесс: гранулы поливинилхлорида смешивают с УФ и термостабилизаторами. После этого добавляют различные присадки, пигментное вещество и пластификатор. Затем состав нагревают, пока не образуется гомогенная масса, которую раскатывают в пленочное полотно.
Если технология производства натяжных потолков не соблюдается, у ПВХ пленки появляется характерный запах от натяжного потолка, повышается возгораемость материала, а усадочные качества понижаются. Правда на свойства пленочного покрытия влияет не только его химический состав, но и оборудование, на котором оно изготавливается. Станок для производства натяжных потолков (пленки ПВХ) называется каландром. Читайте также: "Запах от натяжного потолка – почему бывает, что делать с ним".

Через первую пару таких станков проходит поливинилхлорид в жидком состоянии, таким образом, формируется ширина и толщина изготавливаемого материала. Следующие две пары отвечают за структуру и фактуру продукции, а кроме этого регулируют соблюдение равномерности толщины ПВХ пленки.
Чтобы на выходе получались качественные натяжные потолки - производство должно быть настроено на изготовление одноименного товара – в данном случае пленки. Для ее проката необходимо выполнить настройку валков в определенном режиме. При частом перепрофилировании такую регулировку потребуется делать постоянно, а это непременно приведет к потере качества и ускоренному износу оборудования. Если выпускается только одноименная продукция, тогда настройку осуществляют по мере необходимости.
Имеется еще один существенный момент, который значительно влияет на качество поливинилхлоридной пленки - стренинг-процесс нагретой массы – им предусматривается удаление крупных частичек, способных понизить прочность и гладкость материала.
Нередко, когда изготавливают натяжные потолки - производители игнорируют этот технологический этап по причине повышения себестоимости, что в итоге влияет на качество продукции.
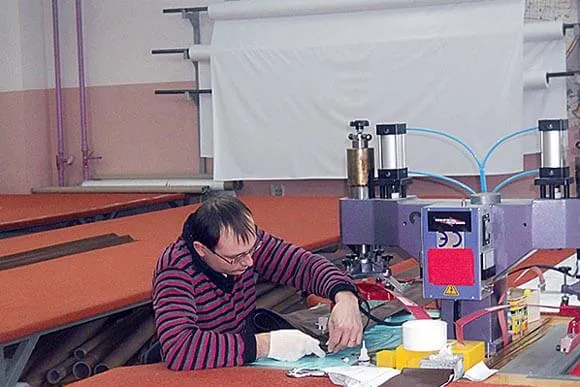
Сваривание полотен
Станок для производства натяжных потолков требуется, чтобы сварить поливинилхлоридные полотна в единое целое при помощи тока высокой частоты, поэтому такое оборудование получило название - станки ТВЧ (прочитайте также: "Какое оборудование для натяжных потолков используется при производстве материала и для его монтажа").

Существует несколько причин, по которым требуется сваривание кусков материала:
- если навесной потолок предстоит устанавливать в большом по площади помещении;
- когда необходимо соединить два виниловых полотна разного цвета;
- для наваривания к полотнищу гарпунного крепления.
Если все этапы оформления помещения: производство – пленка - натяжной потолок выполнены с соблюдением технологии, разорвать по шву сваренный в единое полотно материал практически не представляется возможным.
Натяжные потолки российского производства высокого качества имеют едва заметный шов. Поэтому, чем лучше оборудование для изготовления натяжных потолков, тем конечный результат будет более впечатляющий.
Когда потребители выбирают тканевые натяжные потолки - производители место сварки делают почти незаметным в отличие от глянцевых полотен, для которых шов становится серьезной проблемой. Также он является помехой для фотопечати, поэтому при нанесении изображений соединение делают бороздой внутрь.
Чтобы сделать натяжные потолки с фотопечатью необходимо иметь в наличии специальное оборудование – широкоформатные цветные принтеры, а стоит оно достаточно дорого. Принтер позволит нанести понравившийся рисунок или даже фотографию себя любимого.
Последовательность изготовления натяжных потолков
В последние годы российские производители натяжных потолков предоставляют клиентам широкий выбор продукции. На стадии формирования заказа потребитель выбирает цвет и фактуру полотна, потом делается замер помещения, от точности которого зависит конечный результат, особенно это касается двухцветных конструкций или потолка с фотопечатью. При неверном раскрое деформации линий и изображений не избежать.

По разнообразию и качеству натяжные потолки производство Россия значительно уступают европейским брендам, но, несмотря на это обстоятельство, пользуются огромным спросом и основной причиной их популярности является доступная цена. В последнее время можно встретить хорошие отечественные натяжные полотна, хотя пленка немного толще импортного материала. Они намного дешевле, чем натяжные потолки производство Германия, Франция или Италия.
Следующим этапом изготовления полотна является его раскрой, при этом его размеры определяют при помощи специальной компьютерной программы, поскольку оно должно быть меньше фактической площади поверхности потолка на 10%-15%. Если необходимо, пленку сваривают на станках ТВЧ для натяжных потолков, после чего к ней по периметру приваривают гарпунное крепление.
Компания-производитель качественной продукции непременно выдает гарантийный сертификат, которым она подтверждает качество и подлинность своего товара. Подготовленный натяжной потолок после упаковки доставляется клиенту, после чего выполняется его монтаж.
Особенности установки натяжных полотен
Для натяжных полотен выпускают 3 вида консольного профиля. Багет может быть:
- гарпунным;
- клиновым (штапиковым);
- кулачковым.
Его крепят к стене или к потолку. Специалисты советуют выбирать гарпунный способ, поскольку только он позволяет при необходимости демонтировать полотно без деформации. При протечке воды от соседей сверху, такое крепление позволяет снять, просушить, и затем установить ПВХ пленку на место.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.